
- 行业背景:
煤化工废水中含有大量酚、氰、油、氨氮等有毒、有害物质。综合废水中CODcr一般在5000mg/l左右、氨氮在200~500mg/l,废水所含有机污染物包括酚类、多环芳香族化合物及含氮、氧、硫的杂环化合物等,是一种典型的含有难降解的有机化合物的工业废水。
- 常用煤化工废水处理工艺介绍:
目前国内处理煤化工废水的技术主要采用生化法,生化法对废水中的苯酚类及苯类物质有较好的去除作用,但对喹啉类、吲哚类、吡啶类、咔唑类等一些难降解有机物处理效果较差,使得煤化工行业外排水CODcr难以达到一级标准。
同时煤化工废水经生化处理后又存在色度和浊度很高的特点(因含各种生色团和助色团的有机物,如3-甲基-1,3,6庚三烯、5-降冰片烯-2-羧酸、2-氯-2-降冰片烯、2-羟基-苯并呋喃、苯酚、1-甲磺酰基-4-甲基苯、3-甲基苯并噻吩、萘-1,8-二胺等)。
- 我公司煤化工废水处理工艺特点:
煤化工废水治理工艺路线基本遵行“物化预处理+A/O生化处理+物化深度处理”,以下做简单介绍。
- 物化预处理
预处理常用的方法:隔油、气浮等。
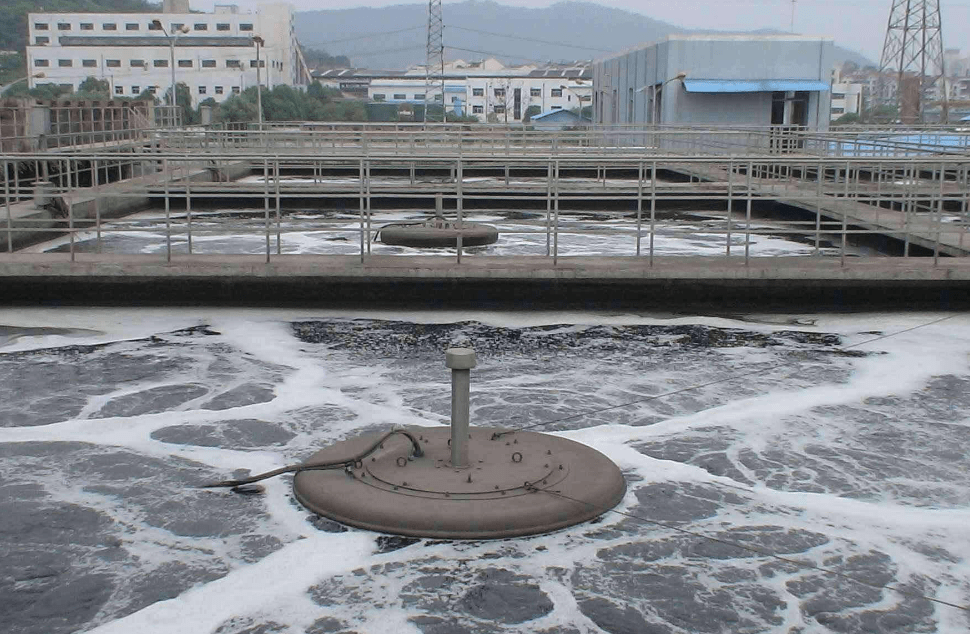
- 生化处理
- 厌氧生物法
一种被称为上流式厌氧污泥床(UASB)的技术用于处理煤化工废水。该法所用的反应器是由荷兰的G.Lettinga等于1977年开发成功的,废水自下而上通过底部带有污泥层的反应器,大部分的有机物在此被微生物转化为CH4和CO2在反应器的上部。设有三相分离器,完成气、液、固三相的分离。
另外,活性炭厌氧膨胀床技术也被用于处理煤化工废水,该技术可有效地去除废水中的酚类和杂环类化合物。
- 厌氧-好氧联合生物法
煤化工废水经过厌氧酸化处理后,废水中有机物的生物降解性能显著提高,使后续的好氧生物处理CODcr的去除率达90%以上。其中较难降解的有机物萘、喹啉和吡啶的去除率分别为67%,55%和70%, 而一般的好氧处理这些有机物的去除率不到20%。
- 高级氧化技术
由于煤化工废水中的有机物复杂多样,其中酚类、多环芳烃、含氮有机物等难降解的有机物占多数,这些难降解有机物的存在严重影响了后续生化处理的效果。
高级氧化技术是在废水中产生大量的HO.自由基HO.自由基能够无选择性地将废水中的有机污染物降解为二氧化碳和水。高级氧化技术可以分为均相催化氧化法、光催化氧化法、多相湿式催化氧化法以及其他催化氧化法。
催化氧化法可以应用在煤化工污水处理工艺的前段,去除部分COD和增强废水的可生化性,但存在消耗量大,运行不经济的问题,因此该技术在后续的深度处理单元中应用可以获得更好的经济性和降解效果。
- 吸附法
由于固体表面有吸附水中溶质及胶质的能力,当废水通过比表面积很大的固体颗粒时,水中的污染物被吸附到固体颗粒(吸附剂)上,从而去除污染物质。该方法可取得较好的效果,但存在吸附剂用量大,费用高产生二次污染等问题,一般适合小规模污水处理应用。
- 混凝沉淀
沉淀法是利用水中悬浮物的可沉降性能,在重力作用下下沉,以达到固液分离的过程。其目的是除去悬浮的有机物,以降低后续生物处理的有机负荷。
在生产中通常加入混凝剂如铝盐、铁盐、聚铝、聚铁和聚丙烯酰胺等来强化沉淀效果,此法的影响因素有废水的pH、混凝剂的种类和用量等。
- 我公司煤化工废水处理指标:
根据《炼焦化学工业污染物排放标准》GB16171-2012,挥发酚≤0.3mg/L;氰化物≤0.2mg/L;独立焦化企业:挥发酚≤0.1mg/L;氰化物≤0.2mg/L;
- 工艺流程方框图:
- 典型工程:
河北***化工有限公司,是专业从事煤化工产生混合酚酚回收的公司,回收酚后的废水中成分比较复杂,废水中含有酚、氰化物、油、氨氮、盐等;该废水成分复杂,我公司先采用先除去氰化物、然后回收酚及盐,再通过高级氧化,提高废水可生化性,经过生化后,出水中氰化物小于0.1mg/l,酚含量小于0.3mg/l;水经过膜处理工艺后,全部回收到生产循环水中。
| 指标 项目 | 原水 | 酚回收 | 酚、氰破解 | 生化后出水 |
| COD (mg/L) | 5,000 | 5,000 | 500 | 100 |
| 氨氮(mg/L) | 500 | 600 | 300 | 2 |
| 酚 (mg/L) | 500 | 2 | 0.15 | 0.1 |
| 氰化物 | 100 | – | 0.15 | 0.1 |